Every roof bolt assembly passes in-house inspection and accredited third-party testing before leaving our facility. Underground safety has zero tolerance for compromise.
Conforming to DGMS Circular No. DGMS/S&T/Tech. Cir. (Approval) No. 3, Dated 3rd June 2010 Select the governing standard for mining roof bolt assemblies in India.


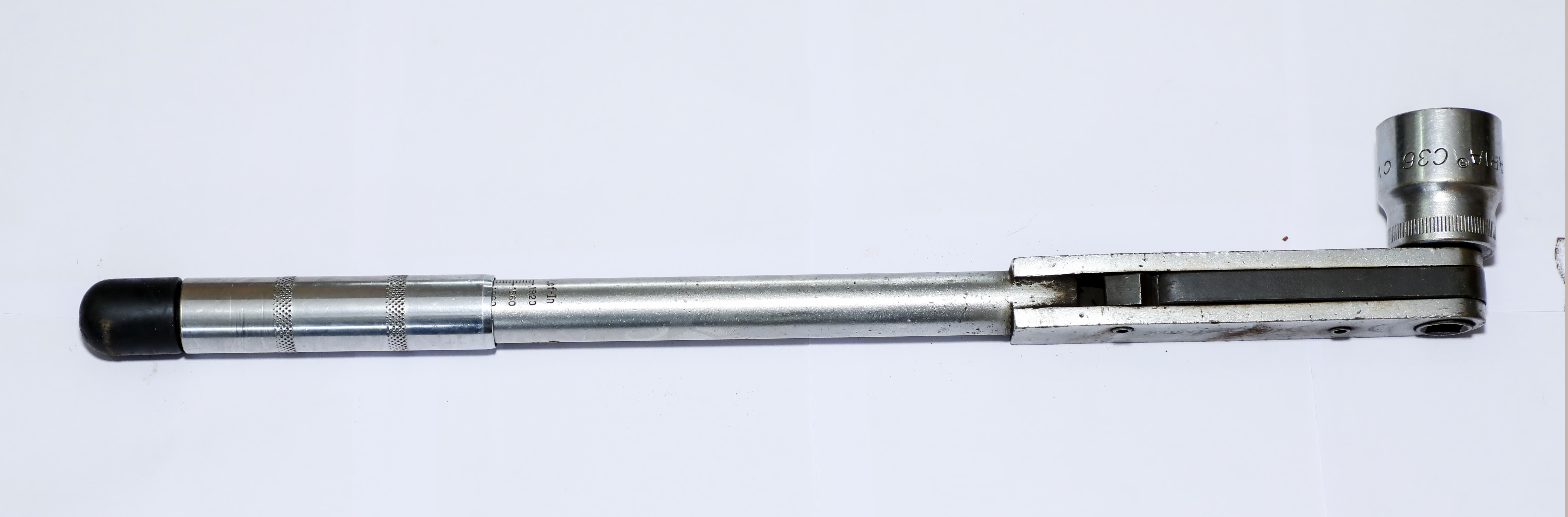
Every shear pin batch torque-tested in-house using a dedicated rig. Break values verified against rated range: 70-90 Nm (20 mm), 90-110 Nm (22 mm), 90-130 Nm (25 mm) before assembly.

100% nut dimensional inspection using calibrated Go/No Go gauges. Ensures every nut meets thread engagement specification before being incorporated into the assembly set.
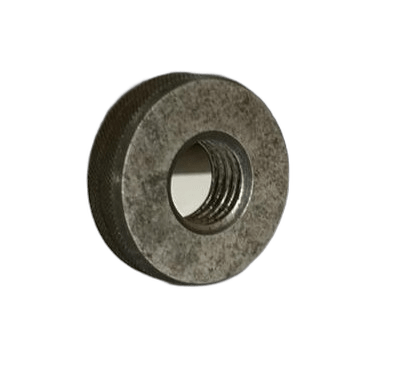
Every threaded bolt end gauged before assembly. Non-conforming bolts are rejected and returned to the threading stage — zero compromise on thread quality.
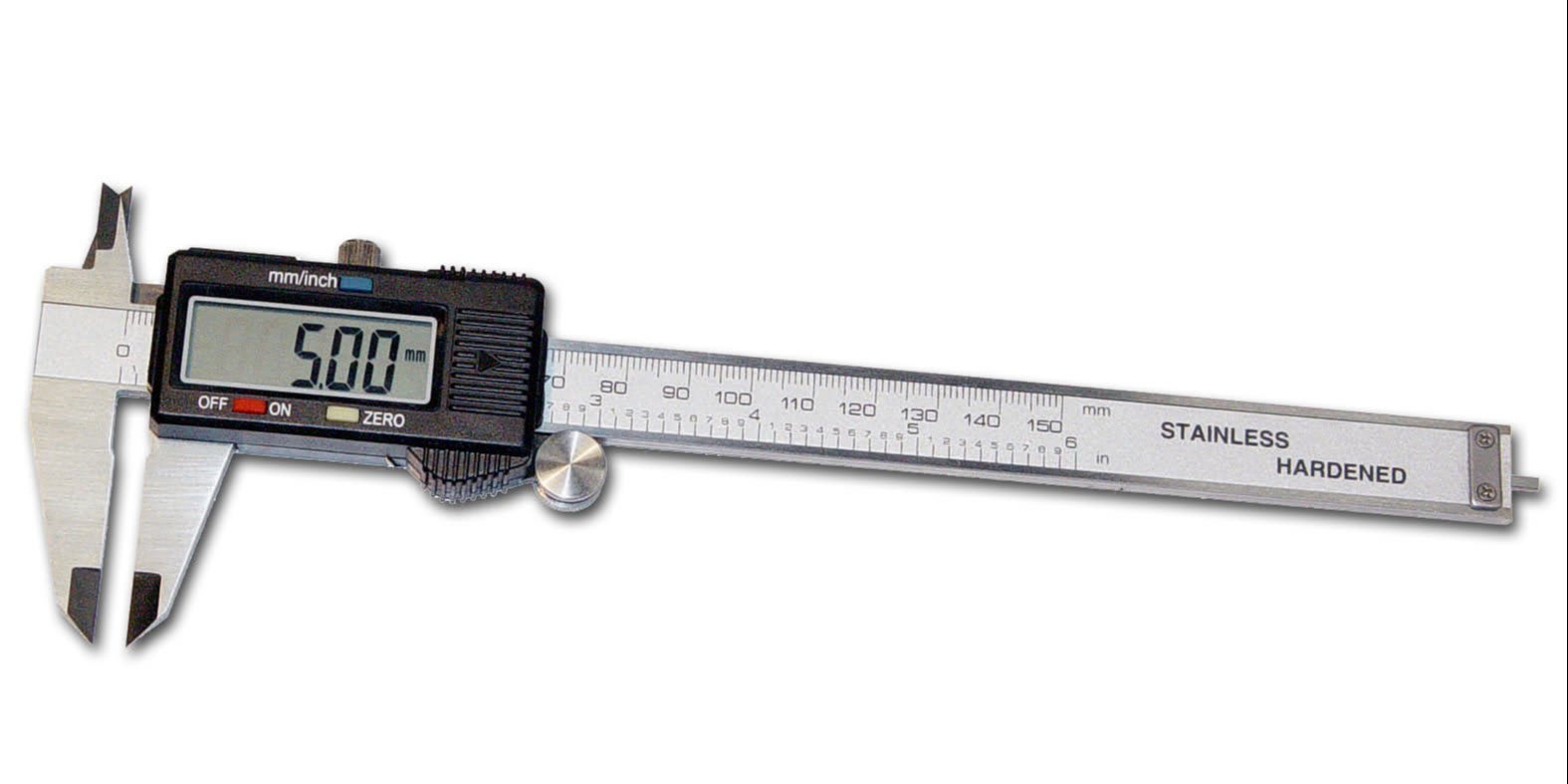
Digital Vernier caliper used for precise dimensional checks on bolt length, diameter, and thread geometry to ensure every batch meets DGMS specified tolerances.


Raw TMT rebar tested by an accredited laboratory to verify grade (Fe 500-650) and yield strength before any production begins. No batch starts without passing raw material certification.
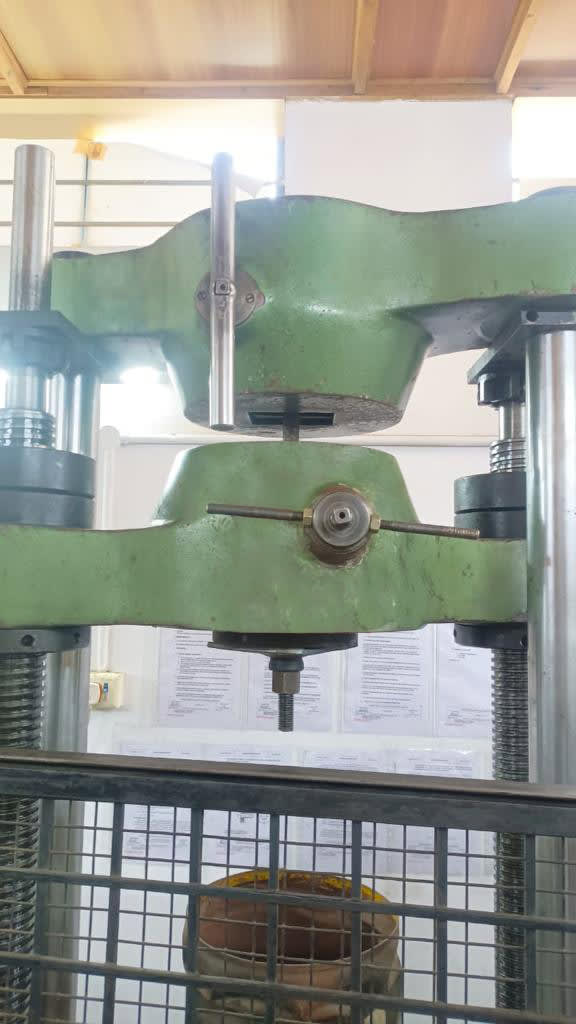
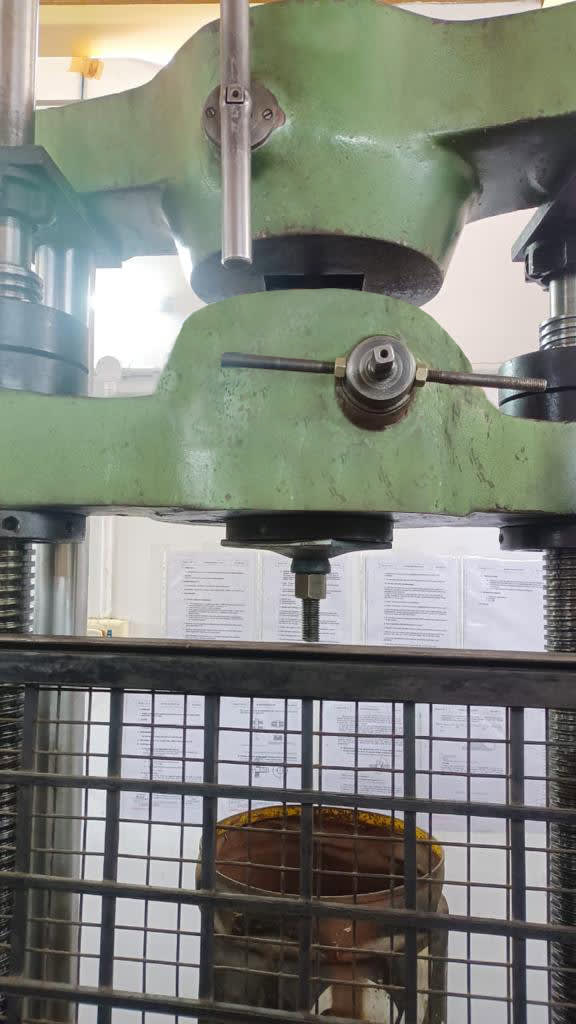
Completed assemblies undergo full external load testing to verify tensile strength, yield, and performance under simulated underground conditions before dispatch.
Issued by TÜV SÜD South Asia Private Limited — an internationally accredited certification body. Certificate No. 99 100 25041.
Scope: Manufacturing & Supply of Mining Consumable Accessories including Roof Bolts, W-Strap, Rock Bolt, Tiscogs and Accessories, Wire Mesh & Friction Bolt.
View Full CertificateMill Test Reports and DGMS compliance certificates are available on request for every production batch.